|
|
||||||||||||||||||||
|
Chemical and Process Engineering |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
A S Jessup-Bould: Pyrolysis
Experience |
||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
Whilst I
worked at OSC, the company built a plant for the pyrolysis of dried sewage
sludge. On the
basis of my experience in gasification and gas cleaning I was often consulted
during the design and commissioning phases of the project. Once in
operation, I was also consulted on how process performance could be improved. |
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
At CPL
Biomass, now Novera Energy (Europe) Limited, I was the
Process Engineer for a proposed pyrolysis plant for Suffolk Biomass Power
Limited. The plant was designed to process short rotational coppice and
forestry residues. The design was based on rotating kiln using performance
data from a similar pilot unit being operated by CPL. |
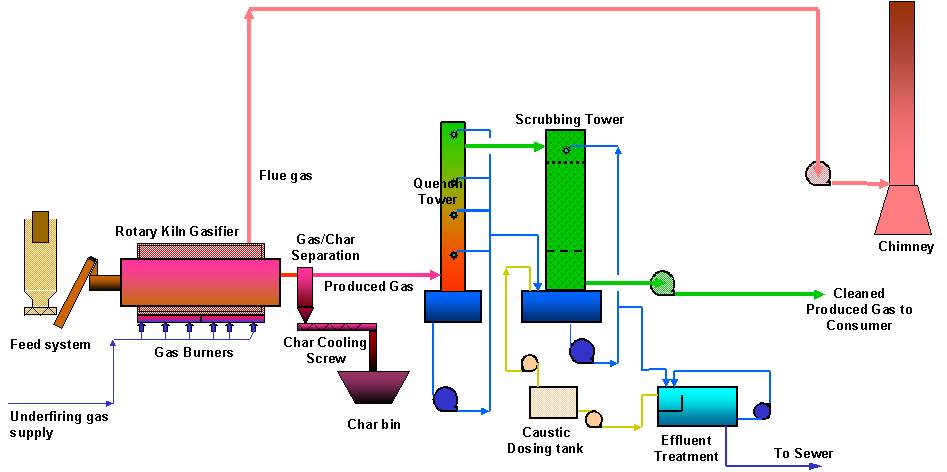
Illustrations by courtesy of Novera Energy (Europe) Limited |
|||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
|
Process Description |
|||||||||||||||||||
|
|
The proposed process involves handling and drying
wood chips delivered to the site. Dried material is fed to three rotating
kiln pyrolysis units fired by pyrolisis gas in
normal operation, but capable of using natural gas for start-up. Waste heat
is recovered from the flue gases and is used for combustion air preheating
and steam generation. Pyrolysis gas from the kilns is contaminated with
various materials. Char also spills out from the gas producing end of the
unit. The char is separated by gravity and leaves the system via cooling
screws into skips for subsequent disposal. The fouling nature of the hot pyrolysis gas, which
contains a significant amount of tar, prohibits recovery of sensible heat. As
a result, the produced gas is quenched with circulating water, tars recovered
for re-sale and excess liquors treated prior to disposal. Exhausters draw the gas from the quench towers for
processing through electrostatic precipitators to remove the remaining tar
droplets. Further conditioning of the gas takes place before it is fed to the
gas engines. Waste heat from the gas engine exhaust is used for combustion air preheating and wood chip drying. |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
Documents Produced PFDs & mass
balances. P&IDs. Process &
instrument data sheets. Unit Operations Wood
drier. Rotating
pyrolysis chamber. Cyclone. Gas
quench tower. Tar and
liquor circulation and decantation. Effluent treatment. |
Hazards Fuels
(producer gas; explosive / toxic). Hot
surfaces and materials (eg Char). Fans /
Blowers. Electrostatic
precipitators. Power
generation (Gas engines). Steam
raising system. Solids cooling & mechanical conveying. |
|||||||||||||||||||
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||